Secara terperinci: Pembaikan DIY kepala silinder enjin diesel daripada tuan sebenar untuk tapak my.housecope.com.
Pembaikan kepala bermula dengan pembersihan menyeluruh dengan minyak tanah atau pelarut. Kami mengeluarkan mendapan karbon dari kebuk pembakaran dan dari plat injap dengan berus logam, diapit pada chuck gerudi elektrik. Apabila membuka mekanisme injap, anda memerlukan bahan pengering injap, contohnya, yang ditunjukkan dalam foto di bawah, tetapi yang paling berkesan mudah dibuat dengan tangan anda sendiri, mengikut lukisan yang diterbitkan di sini dalam artikel ini.
Sebelum dan selepas pembongkaran, kami berhati-hati memeriksa kepala silinder. Keretakan, kerepek di mana-mana tempat kepala tidak dibenarkan. Jika anda mengesyaki bahawa penyejuk telah memasuki minyak, kami memeriksa kepala untuk kebocoran, untuk ini adalah perlu untuk memasangkan lubang jaket penyejuk dan menurunkan kepala ke dalam air suam, menyuntik udara termampat ke dalamnya di bawah tekanan 1.5 - 2.0 kg. Tiada gelembung udara harus dikeluarkan dalam masa 1.5 minit. Lebih terperinci mengenai cek sedemikian, serta pembaikan kepala retak, saya menulis di sini.
pelana injap. Bentuk chamfer tempat duduk injap ditunjukkan dalam foto. Pada chamfers yang berfungsi pada tempat duduk di kawasan sentuhan dengan injap, tidak sepatutnya ada kakisan, lubang jarum, kelesuan dan kerosakan. Kami menghapuskan kerosakan kecil dengan mengeluarkan (sedikit mungkin logam) dengan set pemotong khas dengan panduan (contohnya, set berkualiti tinggi syarikat Amerika NEWWAY). Saya menulis tentang ini secara terperinci dalam artikel ini.
Selepas itu, bilas kepala, tempat duduk dan saluran minyak dengan teliti dan kemudian tiupkannya dengan udara termampat.
Panduan injap... Kami memeriksa jurang antara sesendal pemandu dan batang injap, masing-masing, dengan mengukur batang injap dengan mikrometer dan tolok dalam untuk lubang lengan panduan. Kelegaan untuk sesendal baharu: 0.022 - 0.055 mm untuk injap masuk dan 0.029 - 0.062 mm untuk injap ekzos. Apabila dipakai, kelegaan maksimum yang dibenarkan ialah 0.3 (jika tiada bunyi yang meningkat). Sekiranya kelegaan yang meningkat antara panduan dan injap tidak dapat dihapuskan dengan menggantikannya dengan injap yang lebih tebal, maka kami menukar lengan panduan (tekan keluar) - baca mengenainya di sini.
Video (klik untuk bermain).
Ia adalah mungkin untuk meningkatkan diameter batang injap dengan penyaduran kromium, dengan syarat tiada langkah (haus diameter yang tidak sekata) pada batang. Jika sesendal baru telah ditekan ke dalam (lebih baik memesan sesendal gangsa untuk pemutar), maka selepas menekan masuk, ia mesti digunakan dengan reamer khas dengan panduan panjang. Kemudian kami menggosok injap ke tempat duduk dengan pes lapping (sebaik-baiknya berasaskan air) - baca cara melakukannya dengan betul di sini.
Juga, kami memeriksa injap dengan penunjuk dail untuk ketiadaan kelengkungan rod, menatal injap dalam dua prisma kecil dan memerhatikan sisihan anak panah penunjuk. Sisihan walaupun beberapa ratus mm. tidak boleh diterima. Pengedap batang injap secara semula jadi digantikan dengan yang baru.
Spring injap kami periksa keretakan, periksa keanjalan.
Penolak injap: kami memeriksa permukaan kerja mereka (menggosok), ia tidak boleh dijaringkan atau tercalar.
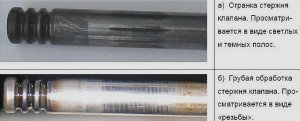
Camshaft , permukaan kerja sesondol, permukaan untuk pengedap minyak, serta sipi (tidak sama sekali) diluntur atau disimen untuk meningkatkan rintangan haus, permukaan ini mesti digilap dan tidak mempunyai sebarang tanda, calar dan haus dalam bentuk melecet, langkah.
Sekiranya terdapat risiko yang mendalam dan kecacatan yang disenaraikan di atas, maka aci mesti diganti. Kami memasang aci sesondol pada dua prisma dan periksa larian jejari menggunakan rak penunjuk.Kehabisan jurnal galas dan bahagian belakang sesondol tidak boleh melebihi 0.02 mm. Nah, saya menasihati anda untuk membaca cara meningkatkan sumber aci sesondol standard di sini.
Perumah galas aci sesondol mestilah tidak mengalami keretakan dan kerosakan, dan mesti tiada pemarkahan atau calar pada permukaan galas untuk jurnal aci sesondol. Jurang antara jurnal aci sesondol dan lubang sokongan ditentukan dengan mengukur bahagian ini dan menolak bahagian yang lebih kecil daripada yang lebih besar (mikrometer dan tolok dalaman).
Juga, jurang boleh ditentukan menggunakan wayar yang ditentukur plastik (diterangkan menggunakan aci engkol sebagai contoh) Jurang reka bentuk untuk bahagian baharu: 0.069 - 0.11 mm, dan kehausan maksimum yang dibenarkan: tidak lebih daripada 0.2 mm. Selepas menggantikan bahagian yang tidak sesuai dengan kelegaan maksimum yang dibenarkan, ia kekal untuk memasang segala-galanya. Selepas mengisar tempat duduk dan mengetuk injap pada injap pada titik sentuhan dengan tempat duduk, harus ada jalur matte nipis (1 - 1.2 mm), tanpa pecah dalam bulatan.
Selepas memasang mekanisme injap (pengeringan), kami memeriksa injap untuk kebocoran, untuk ini kami mengisi ruang pembakaran dengan minyak tanah, selama sekurang-kurangnya dua minit, atau lebih baik daripada lima, seharusnya tidak ada kebocoran minyak tanah di antara pelana dan pelana. injap. Seterusnya, kami memasang kepala pada blok, secara semula jadi, memasang gasket baru di antara mereka.
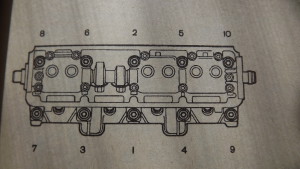
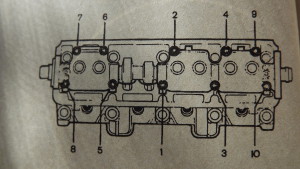
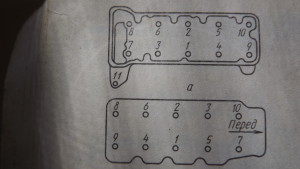
Urutan mengetatkan bolt kepala dan nat perumah galas, lihat foto di bawah. Apabila mengetatkan, kami menggunakan sepana tork, dan tork pengetatan yang diperlukan untuk bolt terdapat dalam manual enjin kami. Ia kekal untuk memakai dan mengetatkan takal pemacu dan melaraskan kelegaan haba.
penyahhidrat injap
Pelarasan jurang haba.
Kelegaan haba injap pada setiap model enjin mempunyai makna yang berbeza, pada enjin diesel ia lebih banyak, pada enjin petrol ia kurang, dan setiap pengeluar menulis nilainya sendiri dalam manual atau pada pelekat penutup injap (untuk ekzos , ia sentiasa lebih, kerana pemanasan adalah lebih).
Saya akan menerangkan pelarasan jurang dan, jika terdapat sebarang nombor, maka ini hanyalah nilai anggaran. Secara umum, terdapat dua kaedah pelarasan utama: dengan menggantikan mesin basuh pelarasan (pada motor yang lebih terkini), dan pada motor lama (klasik), menggunakan bolt pelarasan dengan kacang kunci.
Kaedah Shim: sebagai permulaan, kami menetapkan aci sesondol mengikut tanda (biasanya pada takal dan penyambung kepala dengan blok), tetapi putar bolt aci engkol hanya mengikut arah jam dan kemudian pusingkannya lagi 40 -50 °. Ini adalah 2 - 3 gigi pada takal aci sesondol, manakala akan terdapat fasa pembakaran dalam silinder pertama.
Kami mengukur kelegaan injap silinder pertama menggunakan tolok perasa dan jika kelegaan lebih besar daripada biasa, maka kami ingat berapa banyak lagi, kemudian kami memerah penolak dan mengeluarkan mesin basuh pelarasan. Kami mengukur ketebalannya dengan mikrometer. Tentukan ketebalan mesin basuh baharu menggunakan formula: T = B + (A - B), di mana T ialah ketebalan mesin basuh baharu, A ialah jurang yang diukur, B ialah ketebalan mesin basuh yang dikeluarkan, B ialah nominal jurang mm.
Contohnya: A = 0.28 mm; B = 3.80 mm; B = 0.25 mm, maka kita mendapat T = 3.80 + (0.28 - 0.25) = 3.83 mm - ketebalan mesin basuh baru. Menarik penolak (dengan mandrel khas), pasangkan mesin basuh baru yang lebih tebal, kemudian pastikan batang celup harus masuk antara penolak dan sesondol dengan sedikit cubitan. Ia kekal untuk secara konsisten memutarkan aci engkol separuh pusingan (dan tanda pada takal aci sesondol diputar sebanyak 90 °) dan melaraskan kelegaan injap pada silinder yang tinggal.
Kaedah denganbolt pelarasan malah lebih mudah. Pertama, dengan cara yang sama, kami menetapkan aci sesondol pada tanda, yang sepadan dengan penghujung lejang mampatan omboh silinder pertama, periksa saiz jurang pada kedua-dua injap dengan probe, dan jika probe melepasi secara bebas atau tidak lulus sama sekali, kami membuat pelarasan.
Untuk melakukan ini, letakkan sepana sepana pada bolt pelaras, dan longgarkan nat kunci ini pada nat kunci hujung terbuka.Kemudian kami memasukkan batang celup di antara bolt pelaras dan batang injap dan putar bolt, pastikan batang celup meluncur dengan usaha ringan, apabila kami telah mencapainya, keluarkan batang celup dan ketatkan nat kunci, pastikan bolt pelarasan kekal. di tempat (tidak berpusing).
Begitu juga, kami melaraskan kelegaan dalam 3, kemudian 4 dan 2 silinder, memutar aci engkol sebanyak 180 ° selepas setiap silinder (aci sesondol akan berputar 90 °, masing-masing). Itu sahaja, tutup penutup injap.
Anda boleh membaca lebih lanjut mengenai melaraskan kelegaan haba injap di sini.
Selalunya pada enjin yang telah dikendalikan dengan kelegaan haba yang salah, cakera injap di tempat sentuhannya dengan tempat duduk terbakar dan kehilangan kekejangannya. Daripada ini, mampatan dalam silinder secara semula jadi jatuh, dan, dengan itu, kuasa enjin berkurangan.
Anda boleh memulihkan motor kepada kekuatan sebelumnya dengan menggosok injap. Bagaimana dan dengan bantuan apa yang perlu dilakukan dengan betul, anda boleh membaca di sini dalam artikel berguna ini. Nah, mengenai peranti, penyelenggaraan dan pembaikan kepala enjin, saya menulis artikel terperinci yang berasingan di sini.
Saya harap artikel pembaikan kepala silinder ini berguna kepada tukang baru, kejayaan kepada semua orang.
Mari kita mulakan dengan mentakrifkan konsep. Blok silinder kereta moden adalah asas enjin, di mana seluruh komponen enjin dipasang: silinder, aci engkol, kuali minyak, kepala silinder.
Ia adalah tepat kerosakan dan pembaikan kepala silinder yang kami minati. Adakah mungkin untuk membaiki kepala silinder dengan tangan anda sendiri di rumah garaj? Dan pengrajin menjawab dengan tegas - ya, membaiki kepala silinder dengan tangan anda sendiri adalah mungkin.
Mari mulakan dengan menjelaskan bahawa membaiki kepala silinder adalah operasi yang rumit dan memerlukan daripada anda: sedikit pemahaman tentang peranti blok, kehadiran alat tukang kunci khas dan keupayaan untuk memilikinya.
Alat asas yang diperlukan untuk pembaikan kepala silinder
Mandrel untuk menekan dalam pengedap batang injap.
Mikrometer untuk mengukur injap dan lengan pemandu.
Reamer untuk membuka sesendal baharu.
Mandrel untuk menekan sesendal.
Mandrel untuk menekan dalam sesendal.
Peranti untuk mengeringkan spring injap.
Set sinki kaunter untuk memulihkan tempat duduk injap.
Plat panas elektrik untuk memanaskan kepala silinder semasa menyelesaikan masalah dan sebelum menekan sesendal.
Jangan lupa tentang alat ganti dan tag yang diperlukan
Sebagai peraturan, hampir semua pembaikan kepala silinder memerlukan pembongkarannya. Pengecualian adalah, sebagai contoh, penggantian pengedap batang injap. Oleh itu, sebelum mula membongkar kepala silinder, fikirkan tentang membeli set alat ganti yang diperlukan.
Pasaran hari ini menyediakan Set Kepala (atau, dalam istilah mudah, set atas), yang termasuk gasket kepala silinder dan semua pengedap minyak dan gasket yang terletak di atas gasket utama.
Nah, alat dan kit minimum sudah siap, kami mula menyelesaikan masalah kepala silinder.
Sebelum membongkar, pastikan anda menyemak kedudukan relatif aci engkol dan aci sesondol mengikut tanda. Sampai tahap kita letak markah tambahan sendiri.
Untuk model kereta tertentu, teknologi untuk merungkai kepala silinder diterangkan dalam manual. Tetapi keanehan beberapa operasi patut diingat.
Kami melonggarkan bolt pemasangan kepala dari tengah dengan pusingan 0.5-1, secara bergantian. Baut dengan slot dalaman mesti dibersihkan terlebih dahulu daripada mendapan karbon, jika tidak, kunci yang dimasukkan secara longgar mengancam untuk terputus dan masalah semasa pembongkaran;
apabila membongkar kepala silinder, jika tiada gambar rajah sambungan untuk semua jenis tiub vakum, maka anda perlu melakar gambar rajah ini sendiri, setelah menggunakan tanda yang sesuai sebelum ini.
Apabila mengeluarkan spring injap, gunakan pengering, bukan prinsip "tukul kuat".
Pemantauan keadaan kepala silinder
Pada asasnya, tidak banyak parameter asas dalam kepala silinder yang perlu diperiksa sebelum anda mula membaiki kepala silinder. Jadi mari kita mula mencari kerosakan kepala silinder biasa.
Satah bawah kepala silinder... Ia diperiksa menggunakan tepi lurus dan satu set probe. Pembaris diletakkan di sepanjang pepenjuru kepala pada satah dan ketebalan jurang ditentukan menggunakan tolok peraba. Sekiranya kelegaan lebih daripada kelegaan maksimum yang dibenarkan iaitu 0.05-0.06 mm, maka pengisaran kepala silinder diperlukan.
Jurnal jurnal aci sesondol dan galas yang haus... Semua diameter diukur dengan mikrometer dan dibandingkan dengan nilai maksimum yang dibenarkan untuk model enjin tertentu. Berdasarkan keputusan pengukuran, keputusan dibuat mengenai jenis pembaikan atau penggantian bahagian. Jangan lupa untuk menilai secara visual keadaan luaran permukaan. Mereka tidak sepatutnya mempunyai tanda-tanda kerosakan mekanikal yang jelas: calar, serpihan, calar, alur, dsb.
Pakai pemantauan batang injap dan sesendal... Ia dibuat dengan mikrometer pada beberapa titik kawalan rod di sekeliling lilitan. Injap ditukar jika perbezaan diameter melebihi parameter maksimum yang dibenarkan yang ditentukan oleh pengilang.
Jika anda tidak mempunyai peranti sedemikian sebagai pengukur dalaman untuk menentukan kehausan sesendal panduan, maka ia boleh ditentukan oleh permainan injap (baru) dalam sesendal. Sebagai peraturan, sesendal digantikan dengan yang baru.
Pakai bahagian sedemikian, seperti: pelana, tuil, lengan goyang, sesondol ditentukan secara visual. Jika chamfer pada injap "gagal", tetapi rod adalah teratur, maka ia diproses, dan injap boleh digunakan semula.
Kecacatan kepala silinder lain juga boleh dikenal pasti secara visual. Kehadiran burr dan serif pada permukaan kepala blok dihapuskan dengan mengisar kepala silinder untuk menghilangkan sambungan bocor antara kepala silinder dan blok itu sendiri.
Oleh itu, kami menjalankan pembaikan kepala silinder serentak dengan penyelesaian masalah, seperti yang mereka katakan, sebaik sahaja masalah tiba.
Semoga berjaya dengan pembaikan kepala silinder DIY.